



- Joined
- May 18, 2020
- Messages
- 305
- Reaction score
- 584
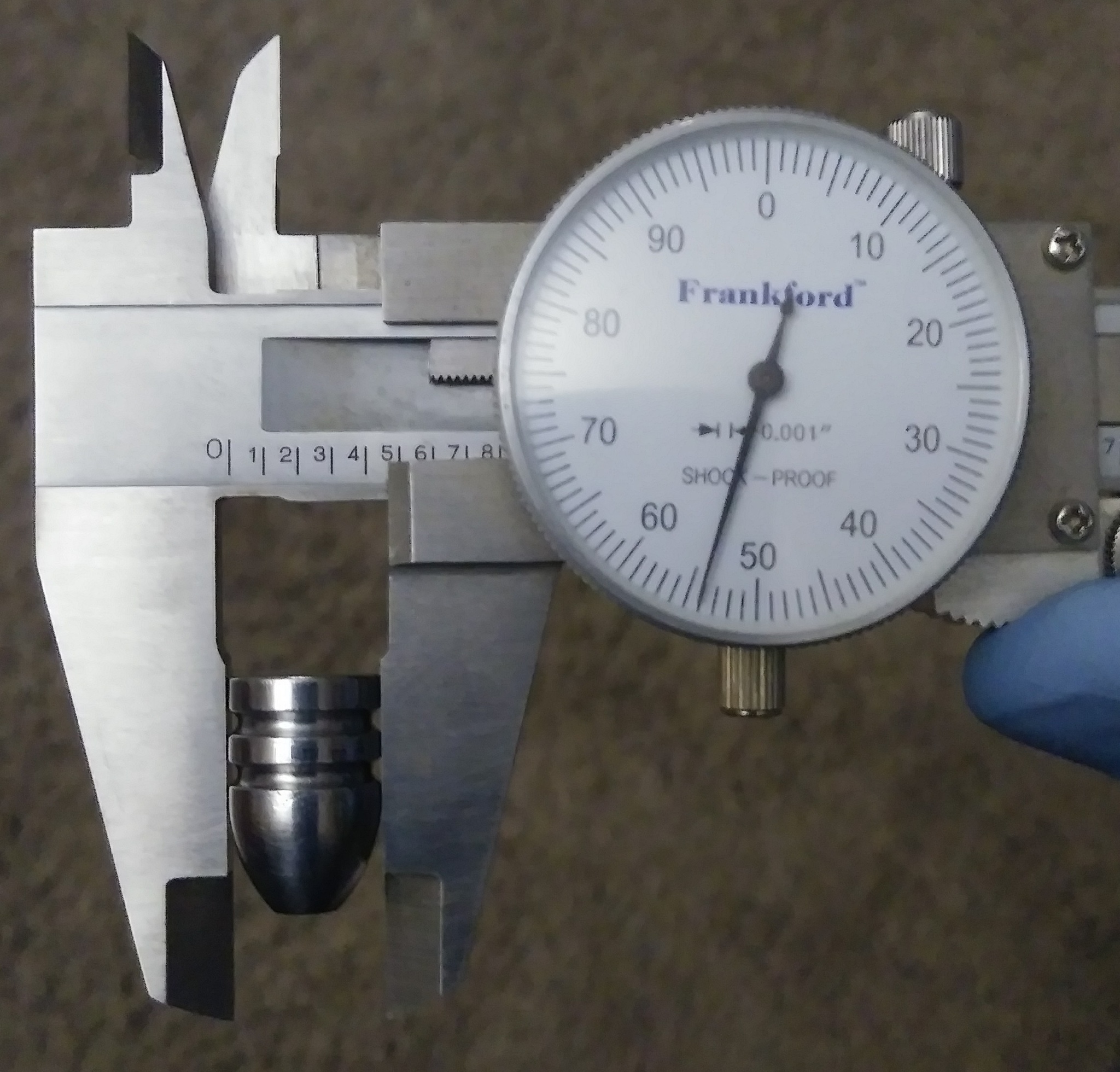
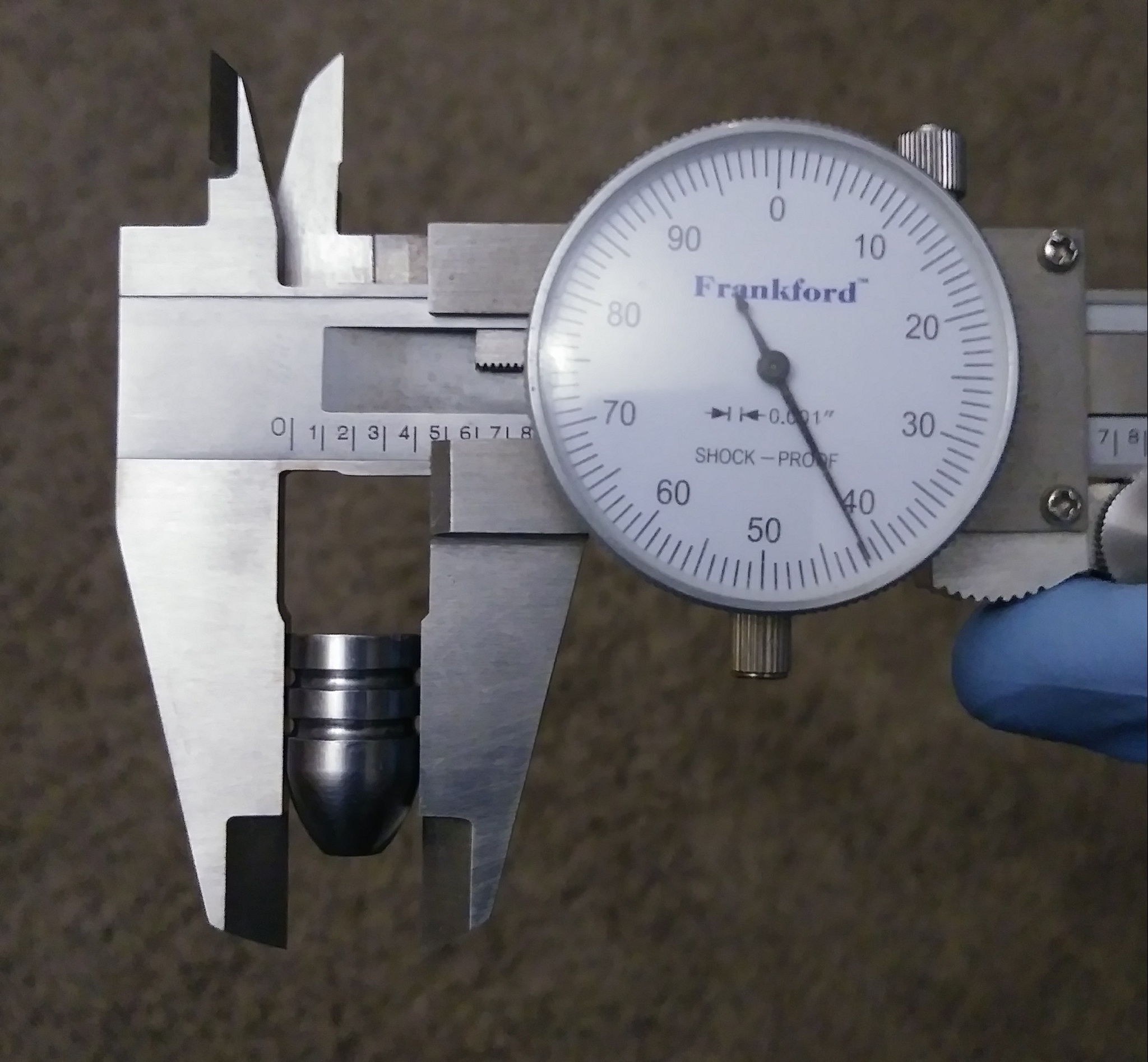
I'm getting ready to order a mold from Precision (the 54-510M). I slugged my bore, and took several measurements, and it's slugging right at .540 at the lands. I figured that .541 would be the way to go for loading ease with both clean and fouled. My question is, and I'll be damned if I can find an answer anywhere, is how far down can I go in sizing? I kinda want to order the mold slightly larger for insurance purposes (like, if I get another .54 with a slightly larger bore diameter, and need to size a bit larger). How many thousandths can I get away with before it becomes problematic? Could I go with a .543, and size down to .541 without an issue? It looks like Accurate cuts the lube grooves to about .5, so I'd be looking at around .041 to .043 or so for grove depth, if I'm reading that correctly.
And I am going to do away with the bevel at the base.
Thanks,
Jim

And I am going to do away with the bevel at the base.
Thanks,
Jim





")
