When you get everything running right, Your Alloy/Lead to the Desired Temp, and your Mold to it’s perfect Temp. When you Start Casting, make sure and Puddle up a Nice Big Sprue on Top, This makes a BIG difference in Base Fillout.
Like this
Cut the Sprue within a Few Seconds of it Solidifying, DON’T Wait to long! I hear some of you mention 30-45 Seconds, that is WAY WAY WAY to long in my Experience. Quick as you Cut the Sprue, Dump the Bullet, and QUICKLY Re-fill the Mold again.
This process to HIGH Quality Bullets is a Heat, Speed, and Rhythm thing. PRACTICE PRACTICE PRACTICE, You will get it Down

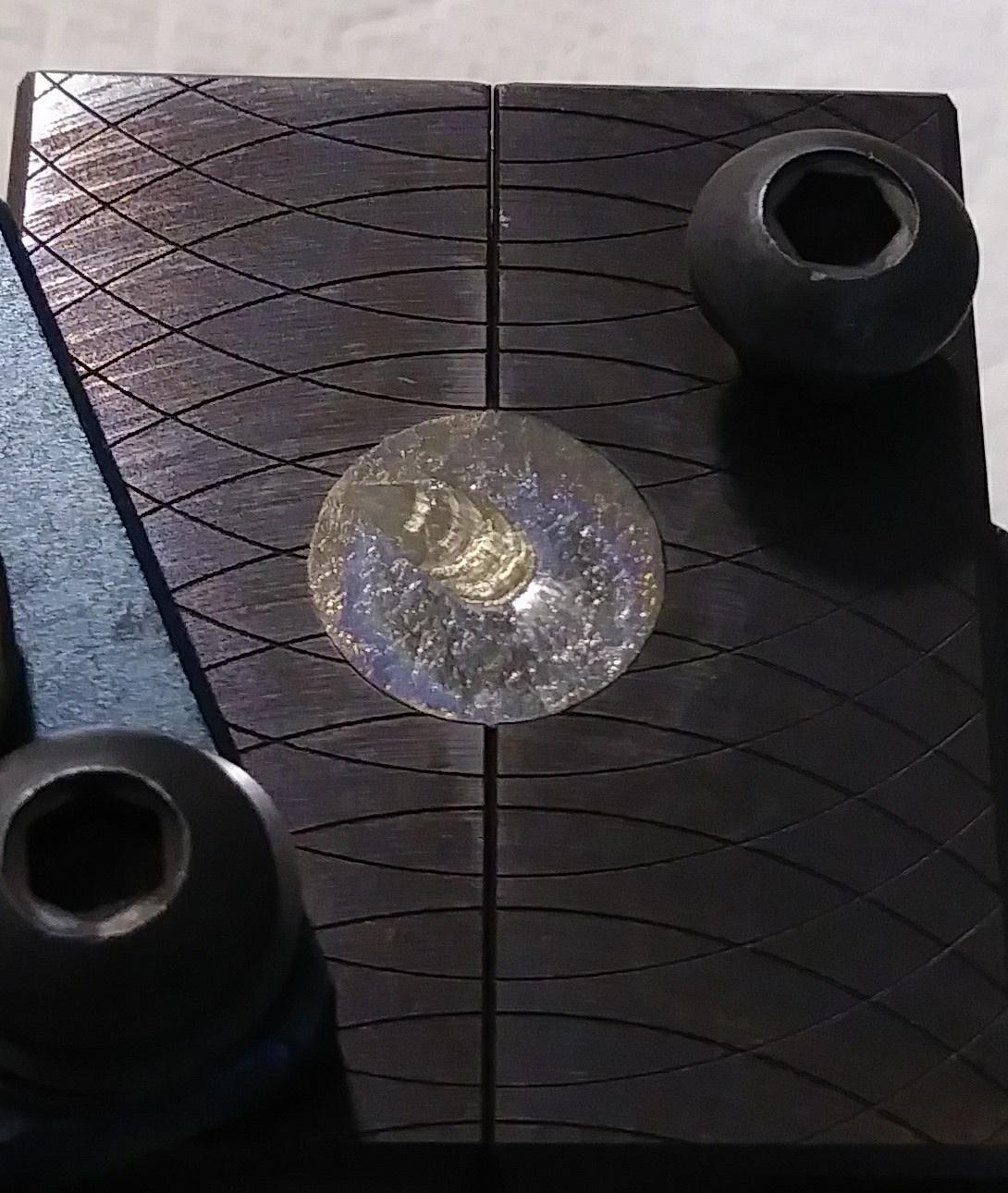
After the Sprue has been Cut, you will find a PERFECTLY Filled Out,
RAZOR SHARP Bullet Base like this. Without the Need for Compression
Simply Put, By following my Content here, You can’t make a Nicer Bullet. ”Mirrors of the Mold”
This was a Small, Quick Run of my New #50-415
i Bullet to test in my Soon to be 1-24 Twist RICE Barrel. My Keep Rate was
100% here
All 22 Bullets Weigh 429.5 to 429.8

















")
