- Joined
- Nov 4, 2019
- Messages
- 573
- Reaction score
- 619
Thanks for posting this tutorial! I just bought my first steel mold. I've been using aluminum molds til now. I would have wasted a lot of time.




Steel molds are what the majority of the better mold cutters build. They hold there heat better and more evenly and are less likely to be damaged by heat. I prefer single cavity molds as I'm not fighting temps between bullets. I go for quality not quantity.
 I have a Few 2 Cavity Molds But I don’t personally like them, I usually Pick the 1st Cavity and Cast just that 1 Cavity. I have a Few NOE Molds for my Centerfire, 1 of them is a 5 Cavity, Talk about a WASTE to me, As i only Use the Front Cavity. When i bought this mold i had to go with a used one, NOE didn’t have them in Stock, I found a Guy with a 5 Cavity like new that he would Sell, That’s the ONLY reason i have this Mold, i would MUCH MUCH Prefer it to be a Single Cavity
I have a Few 2 Cavity Molds But I don’t personally like them, I usually Pick the 1st Cavity and Cast just that 1 Cavity. I have a Few NOE Molds for my Centerfire, 1 of them is a 5 Cavity, Talk about a WASTE to me, As i only Use the Front Cavity. When i bought this mold i had to go with a used one, NOE didn’t have them in Stock, I found a Guy with a 5 Cavity like new that he would Sell, That’s the ONLY reason i have this Mold, i would MUCH MUCH Prefer it to be a Single CavityWhat does stirring the paper towel do ?
It Helps Clean the Lead, Since i started doing this (Fairly recently) I quit Seeing Odd Spots in My Bullets (Like Little Blisters). I push the Paper Towel Down and Stir it Good around the Bottom of the Pot, and Along the Sides. I do this QUICKLY, When i lift the Spoon and The Folded Paper Towel (Costco Brand ") ) Pops up on Top, It is hasn’t Charred, it’s Brown, But NOT Charred (Leaving Gunk behind) Like a Wooden Stick will Char. It’s odd how the Folded Paper Towel Works, But it Does For me
) Pops up on Top, It is hasn’t Charred, it’s Brown, But NOT Charred (Leaving Gunk behind) Like a Wooden Stick will Char. It’s odd how the Folded Paper Towel Works, But it Does For me This is a MAJOR part of Casting HIGH Quality PURE Lead Bullets, in Fact it’s The most important Part i can Think of? Temperature of the PURE Lead is Very important as Well, These 2 Go Hand n Hand. I get my BEST Results with PURE Lead at 775-800 Degrees
With a Clean, Oil Free Mold. You have to Get the Mold HOT, and i mean REALLY HOT! (Remember, Aluminum molds heat up REALLY fast, Steel Molds take CONSIDERABLY longer to Heat up, Over Twice as long as Aluminum)
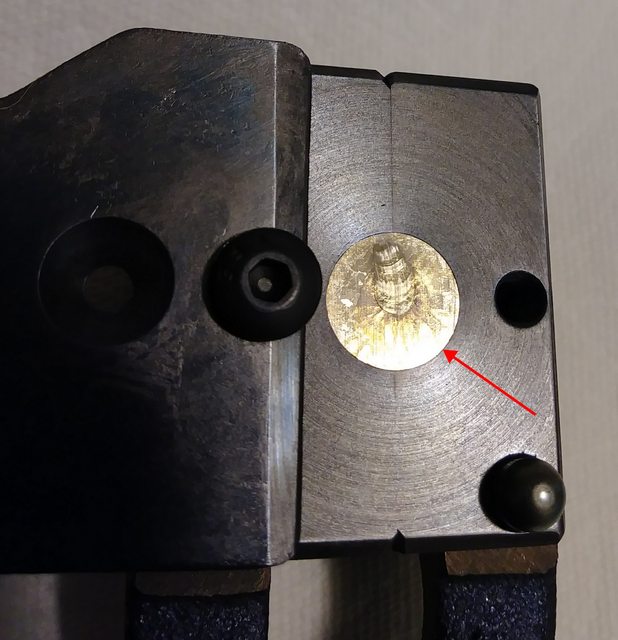
How i do this is quite Simple, I hold the Bottom of my Mold in the Molten Lead. My Goal is to Slightly Over Heat the Mold, When i make my 1st Cast the Sprue Puddle Can Take up to 1 minute to Solidify (Depending on Bullet Cavity Size), As quick as i see the Puddle FULLY Solidify (if it’s a Large Bullet, you will notice a Hole “sinking in” the Center of the Lead) Count a FULL 45 Seconds to 1 Minute here BEFORE Opening the Mold to Dump the Bullet out. If the Bullet has not Solidified it will make a Hell of MESS in your Mold, You end up losing what you Gained by having to Clean the Stuck Lead from the Mold Halves (If this Happens, use a Clean WOOD STICK like a Popsicle, or Paint Stick to Scrape the Lead out, Anything else Can/will Scratch Your Mold) Trust me when i Say To make Sure the Bullet has Fully Solidified before opening the Mold! Get yourself a Kitchen Timer, They are Cheap, and an invaluable little tool to the Serious Caster.
Using the Method i describe above (Dipping the Bottom of the Mold in the Molten Lead) Here are times i use, I am gonna list times i use for IRON/STEEL Molds, as i rarely Cast with Aluminum Molds (I DESPISE Aluminum Bullet Molds) I don’t Guess these times, I use a Kitchen Timer and get them Exact.
My Iron/Steel Lyman Molds Take about 4 Minutes to Slightly Over Heat
my Iron/Steel Accurate Molds take About 7-8 Minutes to Slightly Over Heat, CONSIDERABLY Longer Than my Lyman Molds, as they are MUCH Bigger and Heavier than a Lyman Mold.
Now that you have Slightly Over Heated your Mold, Swing the Sprue Plate WIDE OPEN and Fill the Cavity (As stated above, DO NOT Try and Dump this 1st Bullet out to Fast, give it a FULL 45 Seconds to 1 Minute AFTER You See the Sprue Puddle Finally Solidify) As quick as you are able to Safely Dump this 1st Bullet out, IMMEDIATELY Fill the Cavity again, This time it will Take Considerably Less time to Solidify, When you are Sure it has Solidified, Dump this Bullet as well, and IMMEDIATELY Fill the Cavity again. Do this for about 5-6 Cycles/Bullets, Now Swing the Sprue Plate Closed and Start Casting For Keeps
This is a MAJOR part of Casting HIGH Quality PURE Lead Bullets, in Fact it’s The most important Part i can Think of? Temperature of the PURE Lead is Very important as Well, These 2 Go Hand n Hand. I get my BEST Results with PURE Lead at 775-800 Degrees
With a Clean, Oil Free Mold. You have to Get the Mold HOT, and i mean REALLY HOT! (Remember, Aluminum molds heat up REALLY fast, Steel Molds take CONSIDERABLY longer to Heat up, Over Twice as long as Aluminum)
How i do this is quite Simple, I hold the Bottom of my Mold in the Molten Lead. My Goal is to Slightly Over Heat the Mold, When i make my 1st Cast the Sprue Puddle Can Take up to 1 minute to Solidify (Depending on Bullet Cavity Size), As quick as i see the Puddle FULLY Solidify (if it’s a Large Bullet, you will notice a Hole “sinking in” the Center of the Lead) Count a FULL 45 Seconds to 1 Minute here BEFORE Opening the Mold to Dump the Bullet out. If the Bullet has not Solidified it will make a Hell of MESS in your Mold, You end up losing what you Gained by having to Clean the Stuck Lead from the Mold Halves (If this Happens, use a Clean WOOD STICK like a Popsicle, or Paint Stick to Scrape the Lead out, Anything else Can/will Scratch Your Mold) Trust me when i Say To make Sure the Bullet has Fully Solidified before opening the Mold! Get yourself a Kitchen Timer, They are Cheap, and an invaluable little tool to the Serious Caster.
Using the Method i describe above (Dipping the Bottom of the Mold in the Molten Lead) Here are times i use, I am gonna list times i use for IRON/STEEL Molds, as i rarely Cast with Aluminum Molds (I DESPISE Aluminum Bullet Molds) I don’t Guess these times, I use a Kitchen Timer and get them Exact.
My Iron/Steel Lyman Molds Take about 4 Minutes to Slightly Over Heat
my Iron/Steel Accurate Molds take About 7-8 Minutes to Slightly Over Heat, CONSIDERABLY Longer Than my Lyman Molds, as they are MUCH Bigger and Heavier than a Lyman Mold.
Now that you have Slightly Over Heated your Mold, Swing the Sprue Plate WIDE OPEN and Fill the Cavity (As stated above, DO NOT Try and Dump this 1st Bullet out to Fast, give it a FULL 45 Seconds to 1 Minute AFTER You See the Sprue Puddle Finally Solidify) As quick as you are able to Safely Dump this 1st Bullet out, IMMEDIATELY Fill the Cavity again, This time it will Take Considerably Less time to Solidify, When you are Sure it has Solidified, Dump this Bullet as well, and IMMEDIATELY Fill the Cavity again. Do this for about 5-6 Cycles/Bullets, Now Swing the Sprue Plate Closed and Start Casting For Keeps
Hey Lew, along with explaining the paper towel bit, I'd like you to expound upon your hatred of aluminum moulds. I'm getting conflicting views.
I've corresponded with Tom, at Accurate Molds, and he's pretty unequivocal that his favorite material for his own casting is aluminum. But you hate aluminum, and prefer iron/steel.
I hate it when mom and dad fight!!!
I just got most of what I need to start casting. Getting an Accurate Molds 54-510M with no taper, but haven't decided on material. Which would be easier for a new caster? I'm going to start by ladle pouring as it's easier for a new caster to maintain consistency, as opposed to bottom-pour pots. Is that correct? Should I start with a single cavity mold? WHAT DOES IT ALL MEAN?!?!?
View attachment 9641


This is a MAJOR part of Casting HIGH Quality PURE Lead Bullets, in Fact it’s The most important Part i can Think of? Temperature of the PURE Lead is Very important as Well, These 2 Go Hand n Hand. I get my BEST Results with PURE Lead at 775-800 Degrees
With a Clean, Oil Free Mold. You have to Get the Mold HOT, and i mean REALLY HOT! (Remember, Aluminum molds heat up REALLY fast, Steel Molds take CONSIDERABLY longer to Heat up, Over Twice as long as Aluminum)
How i do this is quite Simple, I hold the Bottom of my Mold in the Molten Lead. My Goal is to Slightly Over Heat the Mold, When i make my 1st Cast the Sprue Puddle Can Take up to 1 minute to Solidify (Depending on Bullet Cavity Size), As quick as i see the Puddle FULLY Solidify (if it’s a Large Bullet, you will notice a Hole “sinking in” the Center of the Lead) Count a FULL 45 Seconds to 1 Minute here BEFORE Opening the Mold to Dump the Bullet out. If the Bullet has not Solidified it will make a Hell of MESS in your Mold, You end up losing what you Gained by having to Clean the Stuck Lead from the Mold Halves (If this Happens, use a Clean WOOD STICK like a Popsicle, or Paint Stick to Scrape the Lead out, Anything else Can/will Scratch Your Mold) Trust me when i Say To make Sure the Bullet has Fully Solidified before opening the Mold! Get yourself a Kitchen Timer, They are Cheap, and an invaluable little tool to the Serious Caster.
Using the Method i describe above (Dipping the Bottom of the Mold in the Molten Lead) Here are times i use, I am gonna list times i use for IRON/STEEL Molds, as i rarely Cast with Aluminum Molds (I DESPISE Aluminum Bullet Molds) I don’t Guess these times, I use a Kitchen Timer and get them Exact.
My Iron/Steel Lyman Molds Take about 4 Minutes to Slightly Over Heat
my Iron/Steel Accurate Molds take About 7-8 Minutes to Slightly Over Heat, CONSIDERABLY Longer Than my Lyman Molds, as they are MUCH Bigger and Heavier than a Lyman Mold.
Now that you have Slightly Over Heated your Mold, Swing the Sprue Plate WIDE OPEN and Fill the Cavity (As stated above, DO NOT Try and Dump this 1st Bullet out to Fast, give it a FULL 45 Seconds to 1 Minute AFTER You See the Sprue Puddle Finally Solidify) As quick as you are able to Safely Dump this 1st Bullet out, IMMEDIATELY Fill the Cavity again, This time it will Take Considerably Less time to Solidify, When you are Sure it has Solidified, Dump this Bullet as well, and IMMEDIATELY Fill the Cavity again. Do this for about 5-6 Cycles/Bullets, Now Swing the Sprue Plate Closed and Start Casting For Keeps
Awesome video. Thanks from this rookie just getting started. Your instruction will definitely come in handy
If you have Any Questions just Ask, Good Luck! Let me know how it goes?This is a MAJOR part of Casting HIGH Quality PURE Lead Bullets, in Fact it’s The most important Part i can Think of? Temperature of the PURE Lead is Very important as Well, These 2 Go Hand n Hand. I get my BEST Results with PURE Lead at 775-800 Degrees
With a Clean, Oil Free Mold. You have to Get the Mold HOT, and i mean REALLY HOT! (Remember, Aluminum molds heat up REALLY fast, Steel Molds take CONSIDERABLY longer to Heat up, Over Twice as long as Aluminum)
How i do this is quite Simple, I hold the Bottom of my Mold in the Molten Lead. My Goal is to Slightly Over Heat the Mold, When i make my 1st Cast the Sprue Puddle Can Take up to 1 minute to Solidify (Depending on Bullet Cavity Size), As quick as i see the Puddle FULLY Solidify (if it’s a Large Bullet, you will notice a Hole “sinking in” the Center of the Lead) Count a FULL 45 Seconds to 1 Minute here BEFORE Opening the Mold to Dump the Bullet out. If the Bullet has not Solidified it will make a Hell of MESS in your Mold, You end up losing what you Gained by having to Clean the Stuck Lead from the Mold Halves (If this Happens, use a Clean WOOD STICK like a Popsicle, or Paint Stick to Scrape the Lead out, Anything else Can/will Scratch Your Mold) Trust me when i Say To make Sure the Bullet has Fully Solidified before opening the Mold! Get yourself a Kitchen Timer, They are Cheap, and an invaluable little tool to the Serious Caster.
Using the Method i describe above (Dipping the Bottom of the Mold in the Molten Lead) Here are times i use, I am gonna list times i use for IRON/STEEL Molds, as i rarely Cast with Aluminum Molds (I DESPISE Aluminum Bullet Molds) I don’t Guess these times, I use a Kitchen Timer and get them Exact.
My Iron/Steel Lyman Molds Take about 4 Minutes to Slightly Over Heat
my Iron/Steel Accurate Molds take About 7-8 Minutes to Slightly Over Heat, CONSIDERABLY Longer Than my Lyman Molds, as they are MUCH Bigger and Heavier than a Lyman Mold.
Now that you have Slightly Over Heated your Mold, Swing the Sprue Plate WIDE OPEN and Fill the Cavity (As stated above, DO NOT Try and Dump this 1st Bullet out to Fast, give it a FULL 45 Seconds to 1 Minute AFTER You See the Sprue Puddle Finally Solidify) As quick as you are able to Safely Dump this 1st Bullet out, IMMEDIATELY Fill the Cavity again, This time it will Take Considerably Less time to Solidify, When you are Sure it has Solidified, Dump this Bullet as well, and IMMEDIATELY Fill the Cavity again. Do this for about 5-6 Cycles/Bullets, Now Swing the Sprue Plate Closed and Start Casting For Keeps
This is a MAJOR part of Casting HIGH Quality PURE Lead Bullets, in Fact it’s The most important Part i can Think of? Temperature of the PURE Lead is Very important as Well, These 2 Go Hand n Hand. I get my BEST Results with PURE Lead at 775-800 Degrees
With a Clean, Oil Free Mold. You have to Get the Mold HOT, and i mean REALLY HOT! (Remember, Aluminum molds heat up REALLY fast, Steel Molds take CONSIDERABLY longer to Heat up, Over Twice as long as Aluminum)
How i do this is quite Simple, I hold the Bottom of my Mold in the Molten Lead. My Goal is to Slightly Over Heat the Mold, When i make my 1st Cast the Sprue Puddle Can Take up to 1 minute to Solidify (Depending on Bullet Cavity Size), As quick as i see the Puddle FULLY Solidify (if it’s a Large Bullet, you will notice a Hole “sinking in” the Center of the Lead) Count a FULL 45 Seconds to 1 Minute here BEFORE Opening the Mold to Dump the Bullet out. If the Bullet has not Solidified it will make a Hell of MESS in your Mold, You end up losing what you Gained by having to Clean the Stuck Lead from the Mold Halves (If this Happens, use a Clean WOOD STICK like a Popsicle, or Paint Stick to Scrape the Lead out, Anything else Can/will Scratch Your Mold) Trust me when i Say To make Sure the Bullet has Fully Solidified before opening the Mold! Get yourself a Kitchen Timer, They are Cheap, and an invaluable little tool to the Serious Caster.
Using the Method i describe above (Dipping the Bottom of the Mold in the Molten Lead) Here are times i use, I am gonna list times i use for IRON/STEEL Molds, as i rarely Cast with Aluminum Molds (I DESPISE Aluminum Bullet Molds) I don’t Guess these times, I use a Kitchen Timer and get them Exact.
My Iron/Steel Lyman Molds Take about 4 Minutes to Slightly Over Heat
my Iron/Steel Accurate Molds take About 7-8 Minutes to Slightly Over Heat, CONSIDERABLY Longer Than my Lyman Molds, as they are MUCH Bigger and Heavier than a Lyman Mold.
Now that you have Slightly Over Heated your Mold, Swing the Sprue Plate WIDE OPEN and Fill the Cavity (As stated above, DO NOT Try and Dump this 1st Bullet out to Fast, give it a FULL 45 Seconds to 1 Minute AFTER You See the Sprue Puddle Finally Solidify) As quick as you are able to Safely Dump this 1st Bullet out, IMMEDIATELY Fill the Cavity again, This time it will Take Considerably Less time to Solidify, When you are Sure it has Solidified, Dump this Bullet as well, and IMMEDIATELY Fill the Cavity again. Do this for about 5-6 Cycles/Bullets, Now Swing the Sprue Plate Closed and Start Casting For Keeps
This is a MAJOR part of Casting HIGH Quality PURE Lead Bullets, in Fact it’s The most important Part i can Think of? Temperature of the PURE Lead is Very important as Well, These 2 Go Hand n Hand. I get my BEST Results with PURE Lead at 775-800 Degrees
With a Clean, Oil Free Mold. You have to Get the Mold HOT, and i mean REALLY HOT! (Remember, Aluminum molds heat up REALLY fast, Steel Molds take CONSIDERABLY longer to Heat up, Over Twice as long as Aluminum)
How i do this is quite Simple, I hold the Bottom of my Mold in the Molten Lead. My Goal is to Slightly Over Heat the Mold, When i make my 1st Cast the Sprue Puddle Can Take up to 1 minute to Solidify (Depending on Bullet Cavity Size), As quick as i see the Puddle FULLY Solidify (if it’s a Large Bullet, you will notice a Hole “sinking in” the Center of the Lead) Count a FULL 45 Seconds to 1 Minute here BEFORE Opening the Mold to Dump the Bullet out. If the Bullet has not Solidified it will make a Hell of MESS in your Mold, You end up losing what you Gained by having to Clean the Stuck Lead from the Mold Halves (If this Happens, use a Clean WOOD STICK like a Popsicle, or Paint Stick to Scrape the Lead out, Anything else Can/will Scratch Your Mold) Trust me when i Say To make Sure the Bullet has Fully Solidified before opening the Mold! Get yourself a Kitchen Timer, They are Cheap, and an invaluable little tool to the Serious Caster.
Using the Method i describe above (Dipping the Bottom of the Mold in the Molten Lead) Here are times i use, I am gonna list times i use for IRON/STEEL Molds, as i rarely Cast with Aluminum Molds (I DESPISE Aluminum Bullet Molds) I don’t Guess these times, I use a Kitchen Timer and get them Exact.
My Iron/Steel Lyman Molds Take about 4 Minutes to Slightly Over Heat
my Iron/Steel Accurate Molds take About 7-8 Minutes to Slightly Over Heat, CONSIDERABLY Longer Than my Lyman Molds, as they are MUCH Bigger and Heavier than a Lyman Mold.
Now that you have Slightly Over Heated your Mold, Swing the Sprue Plate WIDE OPEN and Fill the Cavity (As stated above, DO NOT Try and Dump this 1st Bullet out to Fast, give it a FULL 45 Seconds to 1 Minute AFTER You See the Sprue Puddle Finally Solidify) As quick as you are able to Safely Dump this 1st Bullet out, IMMEDIATELY Fill the Cavity again, This time it will Take Considerably Less time to Solidify, When you are Sure it has Solidified, Dump this Bullet as well, and IMMEDIATELY Fill the Cavity again. Do this for about 5-6 Cycles/Bullets, Now Swing the Sprue Plate Closed and Start Casting For Keeps
Going out to cast after this excellent video ,only thing I have over you is my jiggle (shake) is built in it starts before yours and is sort of built in!/EdBe Diligent at it, You will get it Down! It’s a LOT like Riding a Bicycle, All of a Sudden you Take off
View attachment 9695
Just casted these a few minutes ago, they are all within a grain +/- 1.
Thanks Idaholewis.
Enter your email address to join:

